Dicas de soldagem de alumínio GMAW (MIG)
A espessura do material que pode ser soldado com processo Mig em alumínio é de 14 Ga. e mais pesada. (O peso depende da capacidade de saída do soldador que está sendo usado.) Para solda MIG alumínio mais fino que 14 Ga. (0,074"), pode ser necessário equipamento de soldagem MIG pulsado ou AC TIG especializado.- A remoção de lubrificantes do alumínio material base pode ser necessário.
Isso é feito melhor com solventes. Consulte o seu Distribuidor de Soldagem Miller local para obter sua recomendação.
A remoção do óxido deve ser feita após o desengorduramento. Isso deve ser feito com uma escova de aço inoxidável. Isso pode ser feito com uma escova de arame manual ou com uma escova de arame tipo copo. Se for usada uma escova de arame elétrica, mantenha as RPMs e as pressões baixas para reduzir a mancha na superfície do material, que pode reter óxidos e impurezas sob a superfície. Sempre use uma escova de arame que seja usada apenas em alumínio, para não contaminar o material de base.
Entre em contato com seu distribuidor de solda local ou representante de metal de adição de alumínio para obter recomendações sobre ligas de arame que se adequam à sua aplicação. Conheça a liga do seu alumínio base e a quais condições a peça acabada estará submetida. Os 2 fios de enchimento de alumínio mais prontamente disponíveis são ER4043 e ER5356.
Técnicas de Soldagem
Engate o carretel no pino positivo da fonte de alimentação.
Para soldagem MIG de alumínio, você precisa usar um ângulo de deslocamento de impulso de 10 a 15 graus (ponta e bico apontados na direção de deslocamento). (Ver Figura 1)
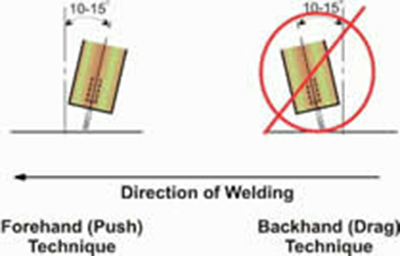
Figura 1: Técnicas de Armas
Puxar ou usar um ângulo de arrasto produzirá soldas porosas e sujas devido à falta de cobertura de gás.
A transferência por spray é o modo desejado de transferência de metal para soldagem de alumínio. A transferência por pulverização é uma transferência muito suave de gotículas de metal fundido da extremidade do eletrodo para a poça de fusão. As gotas que cruzam o arco são menores em diâmetro do que o eletrodo. Não há curto-circuito na transferência por pulverização. Com a transferência por pulverização, a taxa de deposição e a eficiência são relativamente altas. O arco é muito suave, estável e rígido e o cordão de solda tem uma aparência agradável e uma boa lavagem nas laterais. Na transferência por spray, uma grande quantidade de calor está envolvida, o que cria uma grande poça de fusão com boa penetração que pode ser difícil de controlar e não pode ser usada em materiais mais finos que 14 Ga. Essa transferência produzirá um som sibilante e nenhum respingo.
A transferência de arco curto no alumínio produz uma ação de limpeza ruim, amarração ruim nas bordas da solda e grandes quantidades de respingos e fumaça.- Mantenha uma distância entre a ponta e o trabalho e tenha a ponta de contato rebaixada aproximadamente 1/8" dentro do bocal, se possível. (Veja a Figura 2)
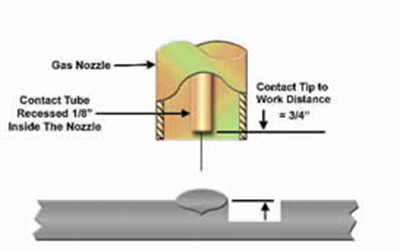
Figura 2: Área de pistola e solda
O calor reflexivo e a poça de solda que está presente quando o alumínio de soldagem MIG está muito quente. Segurar a ponta mais perto do que isso pode fazer com que o arame queime de volta na ponta de contato e outros problemas de alimentação.
O gás de proteção mais comum para soldagem MIG de alumínio é 100% argônio. Taxas de fluxo de 20 a 30 CFH (pés cúbicos por hora) são aceitáveis. Misturas de C25 ou argônio CO 2 não são aceitáveis.
Evite grandes contas de tecido em alumínio. Se forem necessárias soldas de filete maiores, cordões retos de passe múltiplo proporcionarão melhor aparência e terão menos chance de lapidação a frio, queima e outros defeitos de solda.
Será necessário aumentar a velocidade de deslocamento da tocha à medida que o material de base for aquecido durante a soldagem.
O nível de habilidade do operador, tipos de juntas, ajustes e posições, bem como a fonte de alimentação de soldagem, terão grande influência na soldabilidade do alumínio e no seu sucesso.
Problemas comuns/solução de problemas
Burn-Through (Derreter) Causado pelo Superaquecimento do Material Base
1. Aumente a velocidade de deslocamento. Faça soldas mais curtas.
2. Movimente-se na peça, espalhando o calor.
3. Use material mais espesso ou altere o projeto da junta ou o processo de soldagem para AC TIG.
4. Elimine/Reduza as lacunas
Soldas Sujas
1. Use o ângulo de empurrar em vez da técnica de arrasto.
2. Aumente a tensão para entrar na transferência de spray.
3. Use técnicas adequadas de limpeza do metal base (escova de aço inoxidável).
4. Verifique se o gás de proteção e o tipo de liga de arame são adequados.
Não é possível obter a configuração correta da máquina
1. Verifique a tampa interna dos soldadores para uma boa configuração inicial e ajuste para suas necessidades.
2. Encomende a Calculadora MIG Nº de peça 086446 para obter boas configurações de partida.
O fio queima de volta ao bico de contato durante ou no final da solda
1. Mantenha uma ponta à distância de trabalho.
2. Certifique-se de que o tamanho do bico de contato, roletes de acionamento e revestimento da pistola correspondam ao diâmetro do fio que você está usando.
Fio 'Ninhos de Pássaros' (empilhados) na Frente da Guia de Entrada na Arma
1. Verifique e ajuste a tensão do rolete de acionamento.
2. Verifique se os roletes de acionamento correspondem ao diâmetro do fio
3. Substitua a ponta de contato se estiver suja
4. Verifique o ajuste de pressão no cubo do carretel de alumínio.